

文字再美,也抵不过视频中的PE钢带增强螺旋波纹管玻璃钢电力管源头厂家供应产品真实呈现,赶快点击观看吧!
以下是:黑龙江绥化PE钢带增强螺旋波纹管玻璃钢电力管源头厂家供应的图文介绍
润星电力管材(绥化市分公司)是集研发、生产、销售、服务为一体的企业,拥有先进的 DN110mpp电力管技术优势、员工队伍以及完善的售后服务体系。公司生产的 DN110mpp电力管遍布全国各地,以其品质赢得广大客户的信赖和好评。 在新的形势下,润星电力管材(绥化市分公司)始终秉承“质量、用户、信誉”的经营宗旨,坚持“科技兴厂、以人为本”的战略方针,在注重实践与探索的同时,不断追求 DN110mpp电力管产品创新、服务创新,致力于为海内外客户提供的产品和的服务。


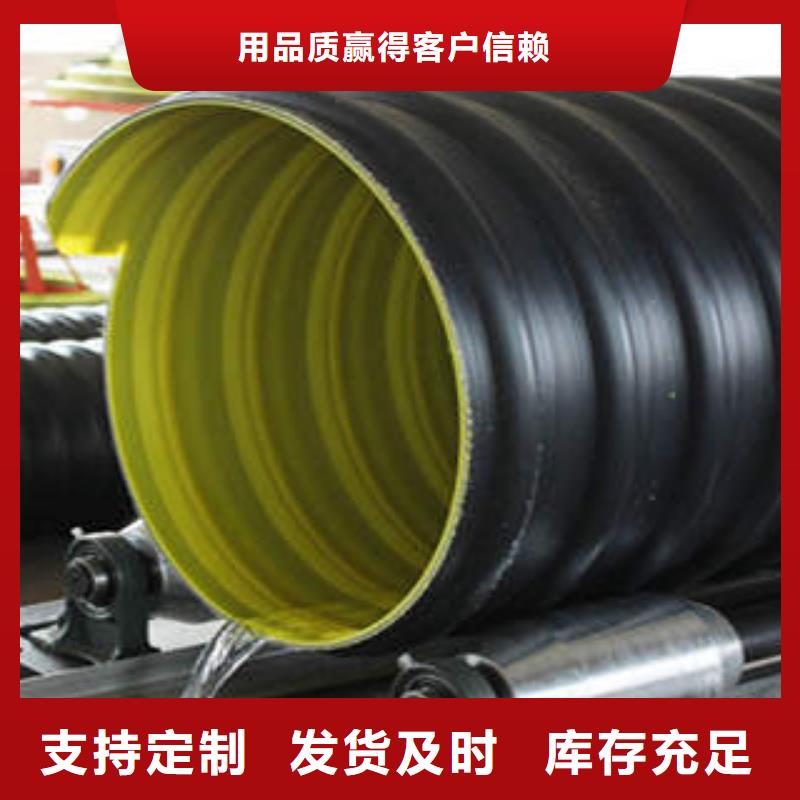
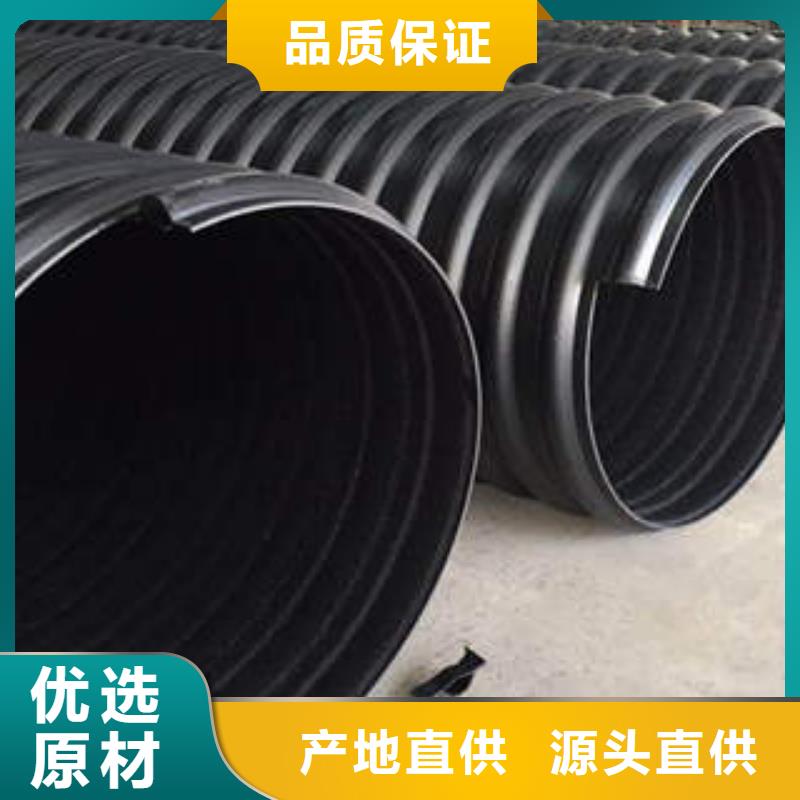
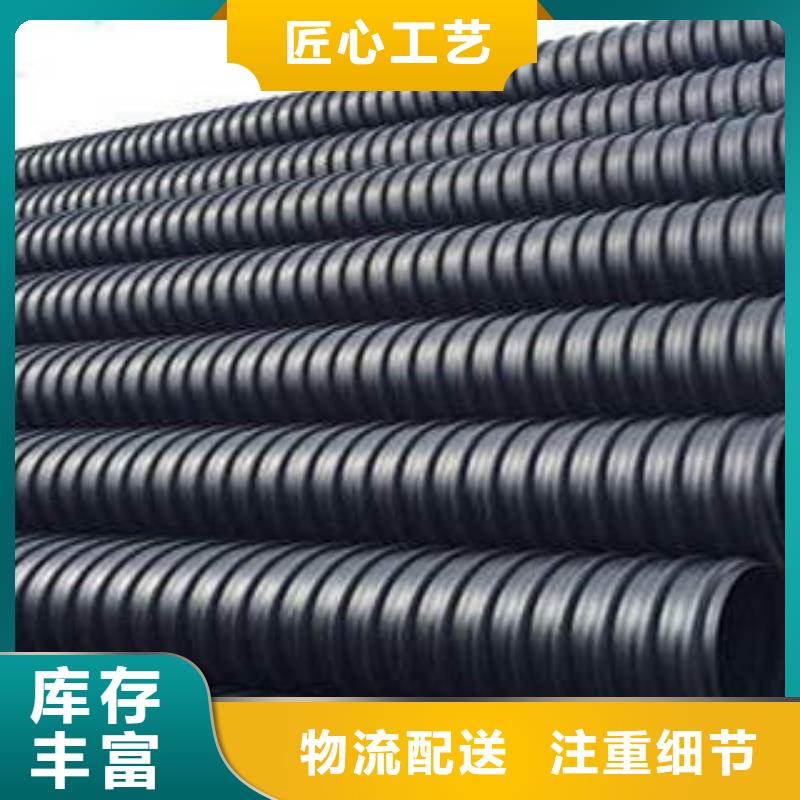
加强型钢带增强螺旋波纹管由于在波纹状外层管壁的每个波峰内设置有环形加强筋,使管材的整体环刚度、抗扭曲和抗折断力能得到大幅度提高,在实际堆放、装卸、运输和施工应用上,管材损坏率得到 幅度的降低,能有效地延长了管材的使用寿命。为达到上述发明目的,本所采用的技术方案为提供一种加强型钢带增强螺旋波纹管,包括平滑的内层管壁和具有波纹状的外层管壁;其特征在于所述波纹状的外层管壁的波峰内设置有环形加强筋。进一步地,所述加强筋为钢带。进一步地,所述钢带上设有通孔。进一步地,所述钢带外表面包覆有塑料涂层。综上所述,I、由于在波纹状外层管壁的每个波峰内设置有环形加强筋,使管材的整体环刚度、抗扭曲和抗折断力得到大幅度提高,在实际堆放、装卸、运输和施工应用上。
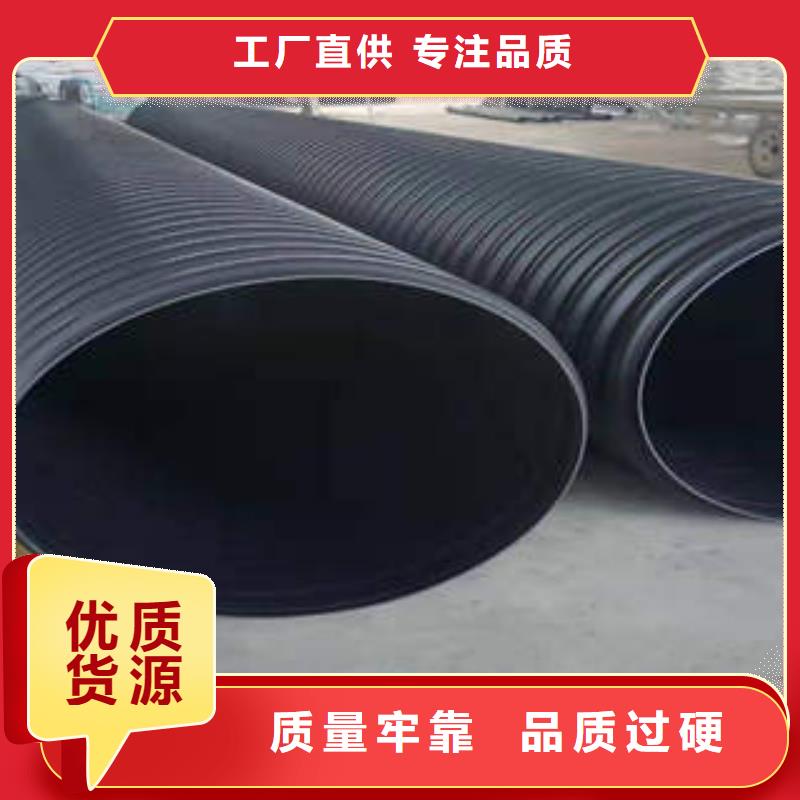
可能大家会听过这样的新闻,某某道路突然塌陷,造成人员财产损失。路面塌陷的原因有很多,比如地质活动、土质疏松、雨水灌溉、地下水开采、矿产开采、货车碾压等等,均有可能造成路面的塌陷。但是,对于城市路面来说,地下管道可能是重要原因,特别是如今HDPE钢带增强螺旋波纹管的大量使用,管子质量的参差不齐,极有可能会造成路面的塌陷。一般HDPE钢带增强螺旋波纹管的埋深在距路面一到两米之间,按照设计要求是不会导致路面塌陷的。但是,如果施工单位在采购管子环节,买到了劣质的HDPE钢带增强螺旋波纹管,那就不好说了。劣质的HDPE钢带增强螺旋波纹管一方面环刚度达不到要求看,另一方面管材使用大量废料,根本不能起到设计承压要求,极易被压扁,从而造成路面塌陷的发生。如果HDPE钢带增强螺旋波纹管是在道路下方使用,建议用户采购质量较好的管子,特别是能够达到国标级的,这样在能保证HDPE钢带增强螺旋波纹管在使用过程中的质量,不会发生路面塌陷的情况。
本文结合工程实例,首先简述了城市道路改造工程市政排水设计参数要点及施工特点;并从排水管道基坑开挖、管道安装、检查井砌筑、管道闭水试验、沟槽回填等方面详细深入阐述了市政高密度聚乙烯HDPE钢带增强螺旋波纹管排水管在城市街道排水改造工程中的施工技术要点,并进行了具体总结。关键词:市政排水工程;HDPE钢带增强螺旋波纹管;管道安装;闭水试验1.工程概况湖南吉首道路排水改造工程主要排水管管材采用HDPE钢带增强螺旋波纹管,管径为DN400,管道埋深约为H=2135m;排水管坑设计要求回填石屑至路基底,并用水冲实。新建检查井2#采用D112m马路甲式(配混凝土环铁盖、锁井),其余检查井1#、3#、6#~10#需改换D110m内检井环盖(混凝土环盖),且井身内壁批荡已全部脱落,需采用1B2水泥砂浆批荡H=20;原则入式马进井进水口拆除后重建。
可能大家会听过这样的新闻,某某道路突然塌陷,造成人员财产损失。路面塌陷的原因有很多,比如地质活动、土质疏松、雨水灌溉、地下水开采、矿产开采、货车碾压等等,均有可能造成路面的塌陷。但是,对于城市路面来说,地下管道可能是重要原因,特别是如今HDPE钢带增强螺旋波纹管的大量使用,管子质量的参差不齐,极有可能会造成路面的塌陷。一般HDPE钢带增强螺旋波纹管的埋深在距路面一到两米之间,按照设计要求是不会导致路面塌陷的。但是,如果施工单位在采购管子环节,买到了劣质的HDPE钢带增强螺旋波纹管,那就不好说了。劣质的HDPE钢带增强螺旋波纹管一方面环刚度达不到要求看,另一方面管材使用大量废料,根本不能起到设计承压要求,极易被压扁,从而造成路面塌陷的发生。如果HDPE钢带增强螺旋波纹管是在道路下方使用,建议用户采购质量较好的管子,特别是能够达到国标级的,这样在能保证HDPE钢带增强螺旋波纹管在使用过程中的质量,不会发生路面塌陷的情况。
本文结合工程实例,首先简述了城市道路改造工程市政排水设计参数要点及施工特点;并从排水管道基坑开挖、管道安装、检查井砌筑、管道闭水试验、沟槽回填等方面详细深入阐述了市政高密度聚乙烯HDPE钢带增强螺旋波纹管排水管在城市街道排水改造工程中的施工技术要点,并进行了具体总结。关键词:市政排水工程;HDPE钢带增强螺旋波纹管;管道安装;闭水试验1.工程概况湖南吉首道路排水改造工程主要排水管管材采用HDPE钢带增强螺旋波纹管,管径为DN400,管道埋深约为H=2135m;排水管坑设计要求回填石屑至路基底,并用水冲实。新建检查井2#采用D112m马路甲式(配混凝土环铁盖、锁井),其余检查井1#、3#、6#~10#需改换D110m内检井环盖(混凝土环盖),且井身内壁批荡已全部脱落,需采用1B2水泥砂浆批荡H=20;原则入式马进井进水口拆除后重建。



他们的用料是一样的,都是高浓度的聚乙烯,还有就是他们都是有波纹的,所以,我们看着到的他们的共同点,下面, ,从字面的意思上理解,这是两种不同的管道,一种叫做波纹管一种叫做螺旋波纹管,第二,他们同为有波纹的,但是波纹里面的东西是不同的,HDPE钢带增强螺旋波纹管波纹里面是空的,钢带增强聚乙烯螺旋波纹管里面是有钢带的,钢带在熔融的状态下和聚乙烯融在一起,形成紧密的结合。第三,这两种管道的生产时间不一样的,钢带增强螺旋波纹管相对时间要短一些,所以管道的产量很高,不存在等货的现象。HDPE钢带增强螺旋波纹管和钢带增强聚乙烯螺旋波纹管的区别是什么?总之,不管选择那种管道,都要根据自己的工程需要来进行选择。对不大于20mm的孔洞,在粘贴完成后,可用土工布包缠固定,固化24小时后即可还土。
今天带你了解下HDPE钢带增强螺旋波纹管的生产操作规范。生产操作上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得超过80度。开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍拨开料斗插板,缓慢加料,待机头出料时,根据料坏的塑化状态及熔体压力显示调整各区温度、螺杆转速及下料量的大小。生产中随时观察挤出机的原料供给,谨防断料。当机头模口开始出料时。
应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。出料均匀后模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE钢带增强螺旋波纹管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。
今天带你了解下HDPE钢带增强螺旋波纹管的生产操作规范。生产操作上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得超过80度。开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍拨开料斗插板,缓慢加料,待机头出料时,根据料坏的塑化状态及熔体压力显示调整各区温度、螺杆转速及下料量的大小。生产中随时观察挤出机的原料供给,谨防断料。当机头模口开始出料时。
应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。出料均匀后模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE钢带增强螺旋波纹管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。



